 您好,欢迎来到电子仪器网!
[
您好,欢迎来到电子仪器网!
[


商互通 指数
供应列表
举报
联系方式
温州中盛科技有限公司
地址:浙江省温州市瑞安市塘下镇凤都六路199号
联系人:刘庭亮 电话:18770060475
传真:0577-66009911
地址:浙江省温州市瑞安市塘下镇凤都六路199号
联系人:刘庭亮 电话:18770060475
传真:0577-66009911
站内搜索
供应产品分类
- 暂无相关分类!






- 详细说明
- 询价单
- 联系方式
技术参数
|
运动控制功能 |
控制轴:二轴(X、Z)。 |
|
插补方式:X、Z二轴直线、圆弧插补。 |
|
|
位置范围:±9999.999mm ; 最小代码单位:0.001mm。 |
|
|
最高进给速度:直线15000 mm/min ; 进给倍率:0~150%十六级实时调节。 |
|
|
最快进给速度:直线30000 mm/min ; 快速倍率:F0、25%、50%、100% 四级。 |
|
|
手动进给速度:0mm/min~1260mm/min十六级实时调节。 |
|
|
每转进给:0.01mm/r~500mm/r(需要安装100p/r~5000p/r主轴编辑器)。 |
|
|
加减速方式:快速移动采用S型加减速;切削进给采用指数型加减速。 |
|
|
电子齿轮比:倍频1~32767,分频1~32767。 |
|
|
电子手脉功能:0.1mm、0.01mm、0.001mm三档。 |
|
|
手动操作:手动连续进给、手轮进给、手动增量进给、手动机床返回参考点 |
|
|
程序编辑功能 |
3种单一固定循环代码和7种复合循环代码。 |
|
6144KB容量最大384个程序;支持四重子程序调用,用户宏程序调用。 |
|
|
编程格式:ISO标准格式;相对/绝对混合编程; |
|
|
程序编程:输入、输出、检索、修改、插入、删除、复制等功能。 |
|
|
单程序段执行;跳选程序段执行。 |
|
|
螺纹功能 |
公英制单头/多头直螺纹、锥螺纹、端面螺纹及螺距螺纹;螺纹退尾长度可由程序指定。 |
|
螺纹螺距:0.001mm~500mm(公制) ;0.06牙/英寸~25400牙/英寸(英制)。 |
|
|
主轴编码器:100p/r~5000p/r编码器。 |
|
|
刀具功能 |
适配刀架:最大设定为8工位电动刀架。 |
|
刀位信号输入方式:直接输入。 |
|
|
换刀方式:MDI/自动绝对换刀或手动相对换刀;正转选刀,反转锁紧。 |
|
|
对刀方式:定点对刀、试切对刀。 |
|
|
补偿功能 |
反向间隙补偿:X、Z轴各0mm~20.000mm。 |
|
螺距误差补偿:X、Z轴各255个补偿点,补偿量范围:每补偿点0~±255μm。 |
|
|
刀具补偿:32组刀具长度补偿,刀尖半径补偿(补偿方式C)。 |
|
|
刀补执行方式:刀具移动/坐标偏移 |
|
|
主轴功能 |
控制方式:开关量控制/模拟控制 |
|
开关量控制:S□指令由PLC程序定义、处理;PLC程序S1、S2、S3、S4直接输出。 |
|
|
模拟控制:S□□□□指定主轴实际转速,NC输出0~10V模拟电压控制主轴无级变速,支持四档主轴机械档位。 |
|
|
恒线速切削功能:有(选择主轴模拟控制方式下有效) |
|
|
显示界面 |
显示屏:宽屏LCD;带时钟显示、图形显示;故障报警,软限位报警。 |
|
显示方式:中英文显示,由参数设定。 |
|
|
辅助功能 |
手动/MDI/自动方式控制主轴正转、反转、停止;冷却液启停;润滑启停;MDI/自动方式控制卡盘夹紧/松开,控制尾座进/退。机床锁住、空运行、辅助锁住。 |
|
通信 |
USB通信功能;支持CNC与CNC、PC双向通讯,CNC软件、PL可通讯升级。 |
|
适配驱动器 |
脉冲+方向信号输入的ZS12A、ZS12B系列数字式交流伺服驱动装置; |
|
标准功能 |
自诊断功能、循环加工功能、内置PLC功能。 |
G代码
|
G代码 |
功能 |
G代码 |
功能 |
|
|
G00 |
定位(快速移动) |
G70 |
复合精加工循环 |
|
|
G01 |
直线插补(切削进给) |
G71 |
复合型外圆粗车循环 |
|
|
G02 |
顺时针圆弧插补 |
G72 |
复合型端面粗车循环 |
|
|
G03 |
逆时针圆弧插补 |
G73 |
复合型封闭粗车循环 |
|
|
G04 |
暂停、准停 |
G74 |
复合型端面深孔加工循环 |
|
|
G20 |
英制单位选择 |
G75 |
复合型内圆、外圆切槽循环 |
|
|
G21 |
公制单位选择 |
G76 |
复合型螺纹切削循环 |
|
|
G26 |
返回换刀基准点 |
G90 |
单一型外圆、内圆切削循环 |
|
|
G28 |
返回机械零点 |
G92 |
螺纹切削循环 |
|
|
G32 |
等距螺纹切削 |
G94 |
端面切削循环 |
|
|
G40 |
刀尖半径补偿取消 |
G96 |
恒线速控制有效 |
|
|
G41 |
刀尖半径左补偿 |
G97 |
恒线速控制无效 |
|
|
G42 |
刀尖半径右补偿 |
G98 |
每分进给 |
|
|
G50 |
坐标系设定 |
G99 |
每转进给 |
|
|
G65 |
宏程序 |
宏指令代码
|
G代码 |
H代码 |
功能 |
定义 |
|
G65 |
H01 |
赋值 |
# i = # j |
|
G65 |
H02 |
十进制加法运算 |
# i = # j + # k |
|
G65 |
H03 |
十进制减法运算 |
# i = # j - # k |
|
G65 |
H04 |
十进制乘法运算 |
# i = # j × # k |
|
G65 |
H05 |
十进制除法运算 |
# i = # j ÷ # k |
|
G65 |
H11 |
二进制加法(或运算) |
# i = # j OR # k |
|
G65 |
H12 |
二进制乘法(与运算) |
# i = # j AND # k |
|
G65 |
H13 |
二进制异或 |
# i = # j XOR # k |
|
G65 |
H21 |
十进制开平方 |
# i = |
|
G65 |
H22 |
十进制取绝对值 |
# i =︱#j︱ |
|
G65 |
H23 |
十进制取余数 |
# i = # j-trunc(# j÷# k)×# k |
|
G65 |
H24 |
十进制变为二进制 |
# i = BIN(# j) |
|
G65 |
H25 |
二进制变为十进制 |
# i = BCD(# j) |
|
G65 |
H80 |
无条件转移 |
跳转至程序段N |
|
G65 |
H81 |
条件转移1 |
IF# j = # k ,GOTON |
|
G65 |
H82 |
条件转移2 |
IF# j ≠ # k ,GOTON |
|
G65 |
H83 |
条件转移3 |
IF# j > # k ,GOTON |
|
G65 |
H84 |
条件转移4 |
IF# j < # k ,GOTON |
|
G65 |
H85 |
条件转移5 |
IF# j ≥ # k ,GOTON |
|
G65 |
H86 |
条件转移6 |
IF# j ≤ # k ,GOTON |
|
G65 |
H99 |
产生用户报警 |
产生(500+n)用户报警 |
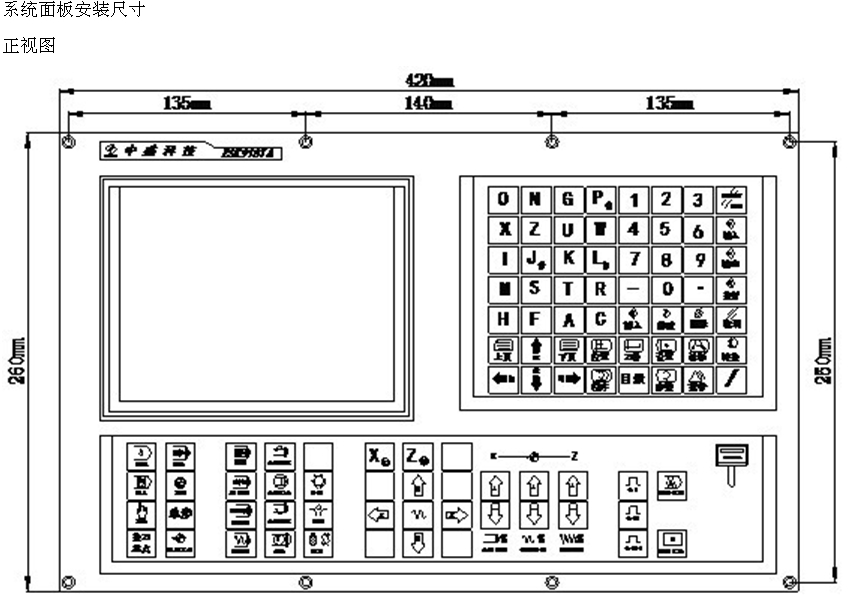
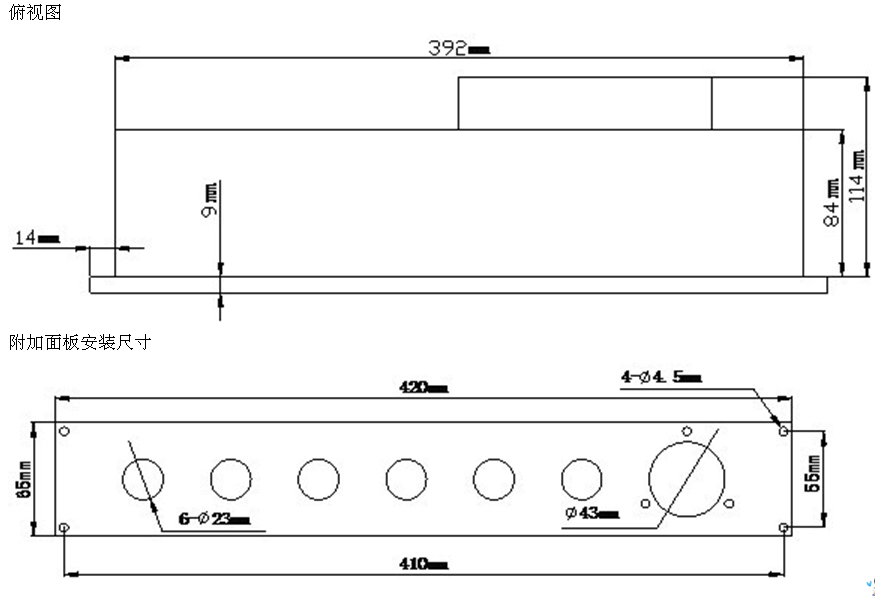
系统面板安装尺寸


联系信息
| 企业名称: | 温州中盛科技有限公司 |
| 企业地址: | 浙江省温州市瑞安市塘下镇凤都六路199号 |
| 邮政编码: | 325200 |
| 企业电话: | 18770060475 |
| 企业传真: | 0577-66009911 |
| 电子邮件: | 2821677678@qq.com |
| 企业网址: | https://www.chinaeim.com/shop/shby5566 |
| 联 系 人: | 刘庭亮 (先生) |
| 部门(职位): | |
| 手机号码: |




| 免责声明: 本站所有信息均来自网络和相关会员发布,本站已经过审核,如有发现第三者他人利用各种借口理由和不择手段恶意发布、涉及到您或您单位的肖像及知识产权等其他不便公开的隐私和商业信息时,敬请及时与我们联系删除处理。但为此造成的经济或各种纠纷损失本站不负任何责任,特此声明! 本站联系处理方式:图文发送至QQ邮箱: 523138820@qq.com或微信: 523138820,联系手机: 15313206870。 |



